Контроль при сварке шаровых клапанов из чугунной стали
Контроль при сварке шаровых клапанов из чугунной стали обычно делится на две части:
1.Проверка документов
Требуются СПВ (Спецификация технологического процесса сварки), ПСП (Протокол квалификации технологического процесса сварки) и удостоверение квалификации сварщика (УКС).
Проверяется, включает ли предоставленная СПВ важные переменные, такие как основная сталь, сварочный материал, метод сварки, форма фаски, толщина, подогрев и отпуCK после сварки, предусмотренные заказом.
Согласно Глава IX ASME и NB/T47014, оцененная СПВ имеет соответствующие правила по важным переменным. Если важные переменные изменяются, их необходимо переоценить.
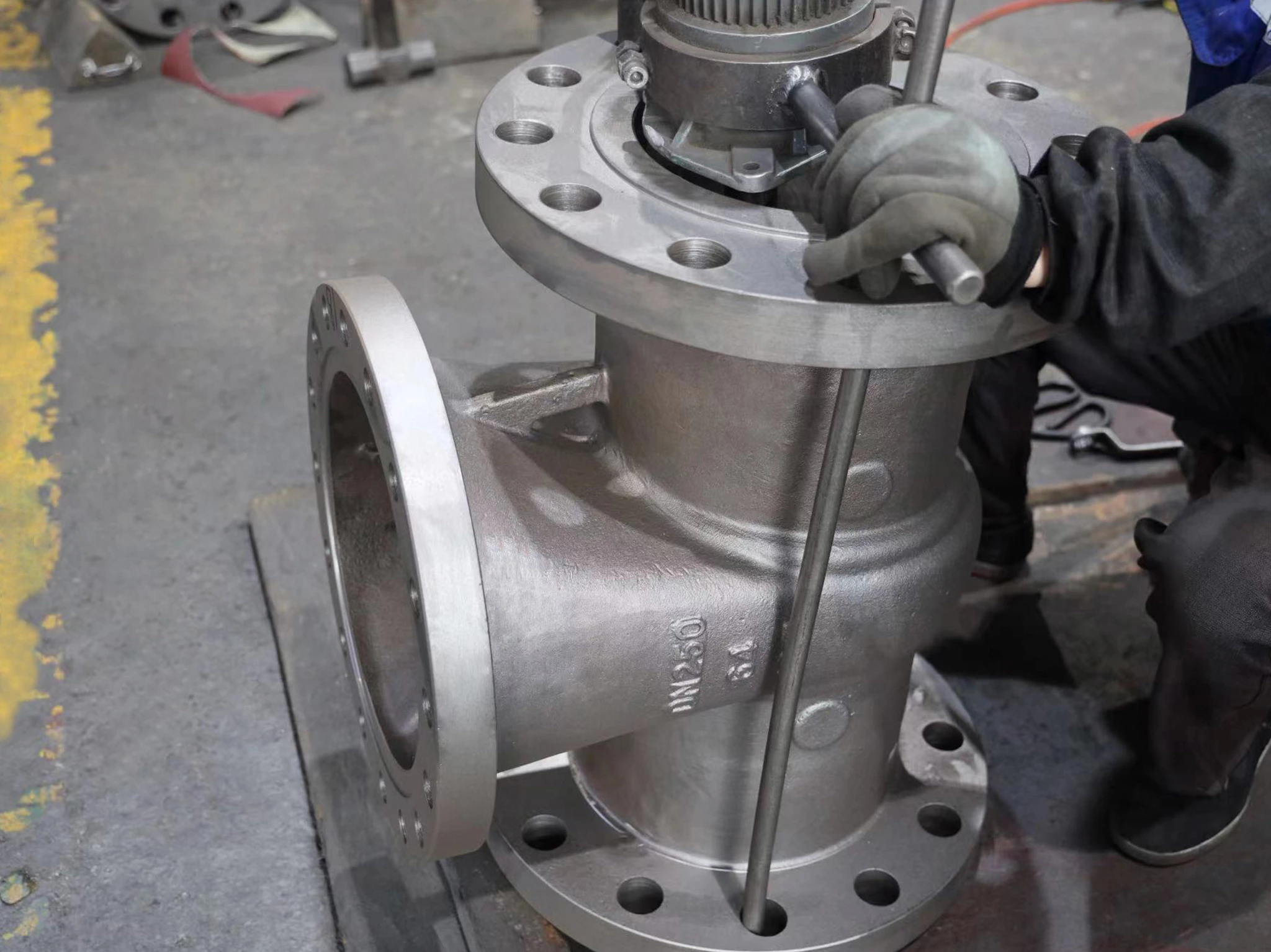
2.Проверка сварки на месте
Обычно используется ВИ (визуальная инспекция) для проверки наличия очевидных дефектов сварки, таких как трещины, подрезь, сварочный отросток, плохая форма, прожог, распыление и т.д.
Для накладки на уплотнительную поверхность обычно используется ПТ (пробурочная проверка) для проверки наличия трещин, а также требуется измерение твердости уплотнительной поверхности;
Проверьте накладочную сварку седла клапана и корпуса клапана. В основном, достаточно, чтобы поверхность была ровной, без подрезьи, несоответствия и сварочных отростков.
Проверяйте конструкционные сварные швы, такие как отсрочные трубы, когда заказ этого требует, требуется РТ (рентгенографическая проверка) или УЗТ (ультразвуковая тестирование) для проверки внутреннего качества.